ЁЁЁЁ01 аавЕЭДЕу
ЁЁЁЁПьЫйЖЈЮЛНЯЖр
ЁЁЁЁИУСуМўЬиеїжжРрНЯЖрЃЌашЗДИДЛЛЕЖЃЌЮоаЮдіМгСЫЗЧМгЙЄЪБМфЕФеМБШЁЃ
ЁЁЁЁСуМўТнЮЦПзеМБШИп
ЁЁЁЁзъПзКЭЙЅЫПЕФаЇТЪЖдећЬхМгЙЄаЇТЪгАЯьДѓЃЌДЋЭГЙЅЫПЫйЖШНЯЕЭЁЃ
ЁЁЁЁСуМўМгЙЄУцЖр
ЁЁЁЁСуМўМгЙЄУцЖрЃЌашвЊНјааЖрЕРЙЄађМгЙЄЁЃШчЙћЖрДЮзАМаЃЌЛсдіМгзАМаГЩБОКЭЪБМфГЩБОЁЃ
ЁЁЁЁ02 НтОіЗНАИ
ЁЁЁЁИпМгЫйЖШММЪѕ
ЁЁЁЁGSK 25iЪ§ПиЯЕЭГгЕгаSЧњЯпМгМѕЫйЁЂМгМгЫйЖШПижЦЕШММЪѕЃЌЛњДВдкжДааПьЫйЖЈЮЛЪБЃЌЯЕЭГЛсздЖЏЦєЖЏИпЦНЛЌЦ№ЭЃЫуЗЈЁЃИУММЪѕПЩБмУтИњЫцЮѓВюЃЌЭЌЪБЯджјЬсЩ§ПьвЦЫйЖШЕФдЫаааЇТЪЁЃ
ЁЁЁЁИпЫйзъЙЅММЪѕЃЌЙЅЫПSmax:6000rpm
ЁЁЁЁдЫааGSK 25iЪ§ПиЯЕЭГЕФИпЫйИеадЙЅЫПКЭИпЫйЙЅПзЙІФмЃЌПЩЪЕЯжЖрПзМгЙЄзюгХНтЁЃ
ЁЁЁЁЖржсПижЦММЪѕ
ЁЁЁЁЭЈЙ§GSK 25iЪ§ПиЯЕЭГПижЦЛњДВНјааЫФжсСЊЖЏЃЌЪЕЯжИДдгБэУцЁЂЖрЮЌЖШЬиеїЕФОЋУмМгЙЄЁЃ
ЁЁЁЁ03 ПЭЛЇЪевц
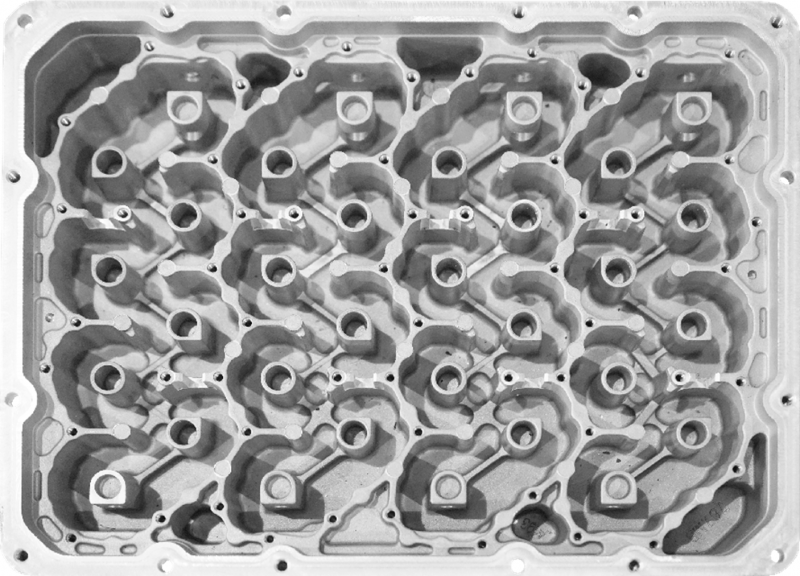
ЁЁЁЁЬсЩ§ПьвЦЫйЖШИпДя60m/minЃЌМгЫйЖШДя1.2gЁЃS6000rpmИпЫйЙЅЫПЃЌЙЅM3ТнЮЦ1Уы/ПзЃЌзъD4ЕзПз0.7Уы/Пз(S12000/F1400)ЁЃзюжеЪЕЯжМгЙЄЫйЖШЬсИп28%ЃЛ
ЁЁЁЁдБО3ЬЈЛњДВЙЄађМЏдМЕН1ЬЈЛњДВЩЯЭъГЩЃЌНкЪЁСЫЩшБИЭЖШыГЩБОЁЃ